2mm Sheet Metal Bend Radius

Minimum Versus Recommended Inside Bend Radius

Sheet Metal Design Guide Geomiq

Bending Basics The Hows And Whys Of Springback And Springforward
Predicting The Inside Radius When Bending With The Press Brake

Bend Allowance Sheetmetal Me

Inside Bending Radii For Sheet And Plate Alloys 5083 6061 From Ullrich
In steel between 0 5 and 0 8 in.
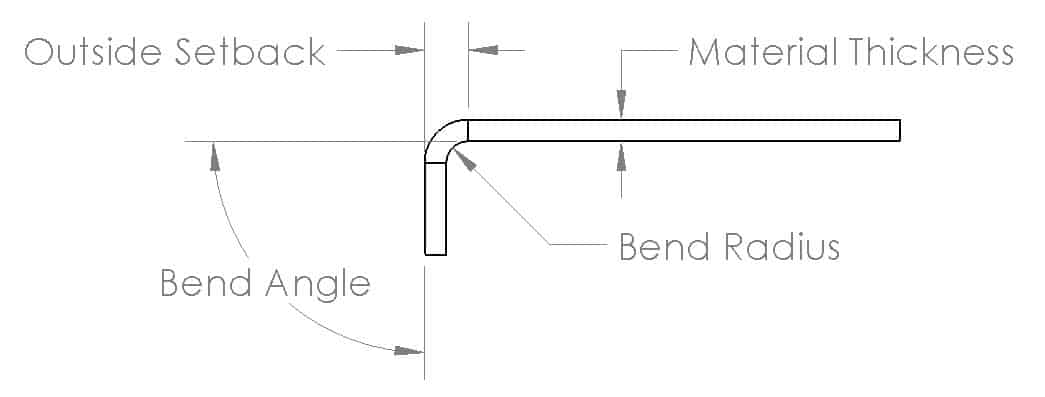
2mm sheet metal bend radius. The minimum inside bend radius is even larger when bending with the grain. For most applications with stainless steel or aluminum you can get away with a zero radius bend on anything under 0 050 thick. The tables below show bend radii and minimum bend sizes for materials and tooling combinations stocked by protocase. When the sheet metal is bent a bend radius is required at the bend.
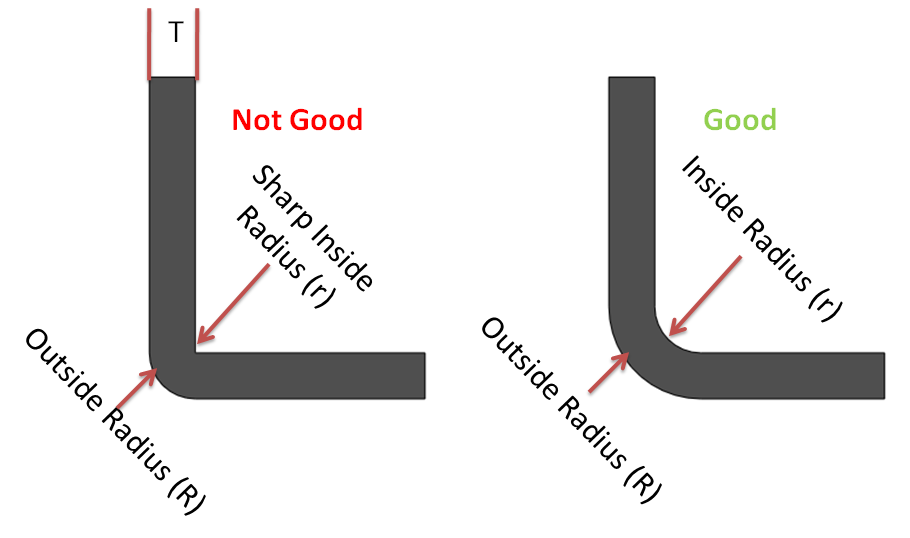
In other words if you re bending 1 8 sheet use a tool with a 1 8 radius to form the inside of the bend. An air bend force chart or force chart breaks down a number of key components of sheet metal bending in an easy to reference format. The gauge inside radius die opening and minimum flange length are all interconnected through different equations and relationships the air bend force. The problem with bending too tightly.
It is most economical to use a single bend radius throughout the design but if necessary you can utilize multiple radii. Let s say i have a 2 mm thick sheet and i want to bend it. To keep it simple i also use a 2 mm inside radius. The material thickness will be measured in decimal form not by the gauge number.
It is possible to choose other bends if you require but additional lead time and tooling charges may apply. Thick grade 350 and 400 may have a minimum bend radius of 2 5 times the material thickness when transverse bending while longitudinal bending may. Use this document to choose values that are both manufacturable and meet your needs. Discover all our calculation tools in the calculators section of the top menu.
The bend allowance formula takes into account the geometries of bending and the properties of your metal to determine the bend allowance. It s true that the harder and thicker the plate is the greater the minimum bend radius. We go beyond the general rules of sheet metal bending as our customers want tight bend radii for sheet metal parts. Each and every bend in a piece of sheet metal has a certain minimum internal radius that needs to be taken into account when planning the design of a sheet metal form.
This tool allows you to determine tonnage internal radius v die opening and minimum flange you just have to insert the characteristics of the sheet metal to be bent. The required die width is 12 mm and tonnage per meter is 22. The tool can calculate the required bending force for bending aluminum stainless steel mild steel and weldox or strenx high strength steels. I can now see that the minimum flange length is 8 5 mm for such a bend so i have to keep it in mind when designing.
The bending radius should not be too large or too small and should be chosen appropriately. Bend radii minimum bend sizes. If you re bending 0 020 thick material use a 0 020 radius. If a piece of material is bent too tightly problems can occur.
The most common problem with bending a piece of sheet metal too tightly is.

Bending Basics The Fundamentals Of Heavy Bending
Sheet Metal Design Guidelines How To Design Good Sheet Metal Parts
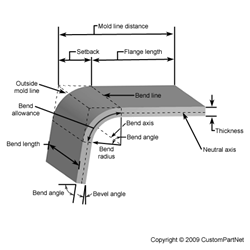
Allowance Tables And Formulas
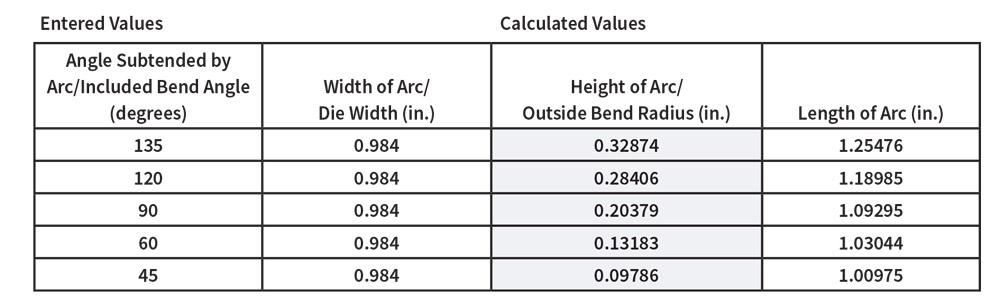
Being Inventive Calculating Developed Length For Sheet Metal Bends Larger Than 90 Deg
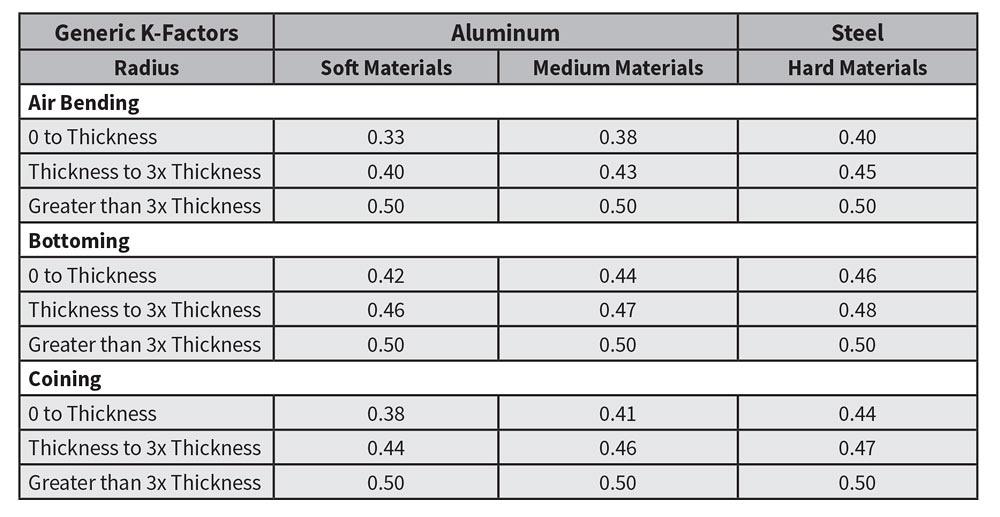
Analyzing The K Factor In Sheet Metal Bending

Sheet Metal Bend Allowance Calculator

Which Aluminum Alloy Bends Best Clinton Aluminum
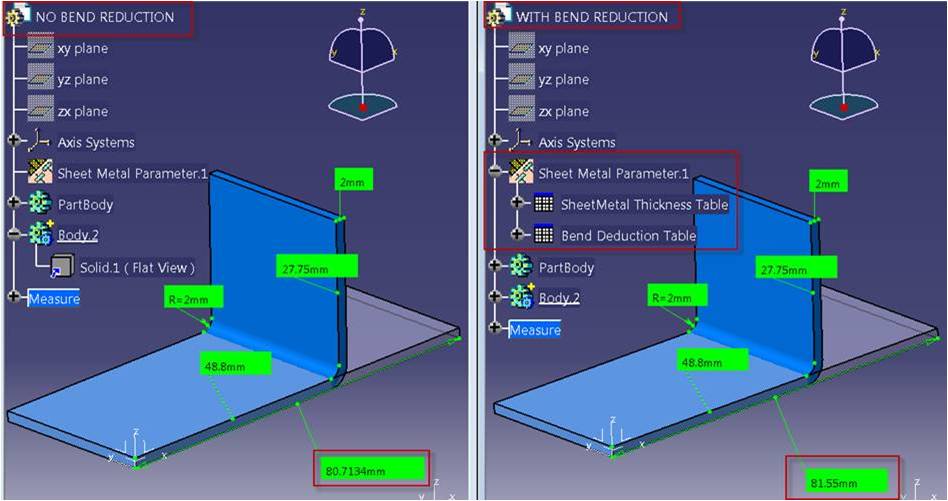
Catia Sheetmetal Bend Tables Explained Inceptra
Displaying Bend Radius On Drawings In Catia V5 Rand 3d Insights From Within

Minimum Bending Radius Something To Pay Attention
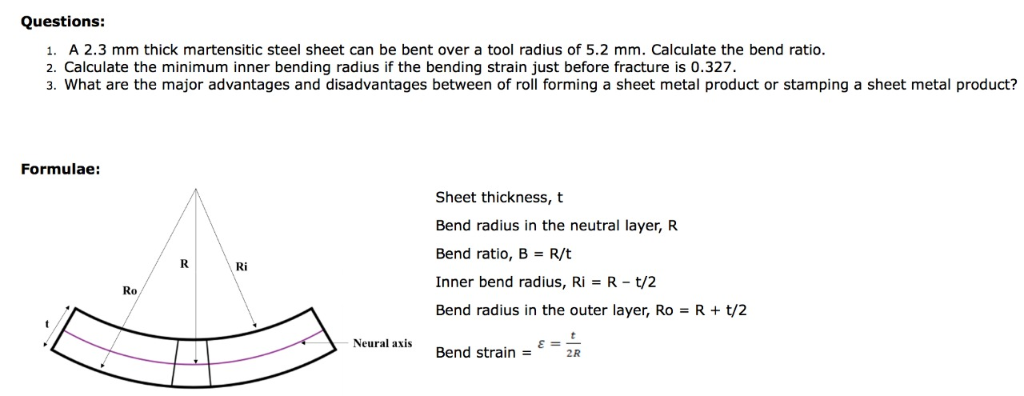
Solved Questions A 2 3 Mm Thick Martensitic Steel Sheet Chegg Com

Press Brake Bending Basics A Guide To Sheet Metal Bending Machinemfg

How Do I Calculate The Sheet Metal Size Required For The Bend I Need Grabcad Questions

Sheet Metal Bend Allowance Grabcad Tutorials
Https Cdn2 Hubspot Net Hubfs 340051 Design Guides Xometry Designguide Sheetmetal Pdf

Sheet Metal Flat Pattern Calculator Smlease Design

K Factor In Sheetmetal Work Autodesk Inventor Users Grabcad Groups
Bend Allowance Calculator
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

Solidworks Sheet Metal A Beginner S Tutorial All3dp

Sheet Metal Bend Problems Alibre Forum

Bending Basics How The Inside Bend Radius Forms Metal Working Metal Working Tools Welding And Fabrication

How To Setup Sheet Metal For Leather Or Card Board Grabcad Questions

How To Convert From 3d Solid To Sheet Metal Bricscad Mechanical Youtube
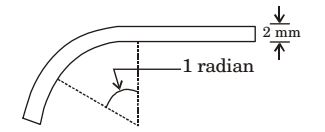
A 2 Mm Thick Metal Sheet Is To Be Bent At An Angle Of One

Sheet Metal Settings Bricsys Support And Help Center

How To Easily Make A Small Radius Bend In Flat Steel General Fabrication Tip Youtube
Pdf Effect Of Die And Punch Radius On Springback Of Stainless Steel Sheet Metal In The Air V Die Bending Process

Advanced Catia Sheetmetal Grabcad Tutorials
Catia Sheetmetal Design Generative Sheet Metal Parameters Overview
Tips For Bending Sheet Metal Make It From Metal

Freund Radius Roller 25 50 Tools Are For Bending Edging Curved Sheet Metal And Can Produce Tight Radii Metal Bending Tools Sheet Metal Tools Metal Bender

17 A Sheet Metal Part 30 Mm Thick And 200 Mm Long Is Bent To An Included Angle Course Hero

Pdf Design And Analysis Of Multipurpose Machine For The Productivity Of Sheet Metal Process

Effect Of Mechanical Bending On Sg And Ba A Igzo Tfts Evolution Of Download Scientific Diagram

Ch19 Sheet Metal Strength Of Materials
Solved Q3 What Is The Minimum Bend Radius For A 1 0 Mm T Chegg Com

Sheet Metal Flange Design Approach Question Onshape
What You Need To Know About Bending Sheet Metal Forming

Very Large Bend Radius In Sheet Metal Onshape

K Factor Sheetmetal Me

Pdf Bending Characteristics And Stretch Bendability Of Monolithic And Laminated Sheet Materials Semantic Scholar

